

ഏതെങ്കിലും പിസ്റ്റൺ ആന്തരിക ജ്വലന എഞ്ചിനിൽ പിസ്റ്റണിനെ ബന്ധിപ്പിക്കുന്ന വടിയുടെ മുകളിലെ തലയുമായി ബന്ധിപ്പിക്കുന്ന ഒരു ഭാഗമുണ്ട് - പിസ്റ്റൺ പിൻ.പിസ്റ്റൺ പിന്നുകൾ, അവയുടെ ഡിസൈൻ സവിശേഷതകളും ഇൻസ്റ്റാളേഷൻ രീതികളും, അതുപോലെ തന്നെ വിവിധ തരം പിന്നുകളുടെ ശരിയായ തിരഞ്ഞെടുപ്പും മാറ്റിസ്ഥാപിക്കലും ലേഖനത്തിൽ വിശദമായി വിവരിച്ചിരിക്കുന്നു.
എന്താണ് പിസ്റ്റൺ പിൻ
പിസ്റ്റൺ പിൻ (പിപി) ആന്തരിക ജ്വലന എഞ്ചിൻ്റെ പിസ്റ്റൺ ഗ്രൂപ്പിൻ്റെ ഒരു ഘടകമാണ്;സ്റ്റീൽ പൊള്ളയായ സിലിണ്ടർ, അതിൻ്റെ സഹായത്തോടെ പിസ്റ്റണും ബന്ധിപ്പിക്കുന്ന വടിയും ഘടിപ്പിച്ചിരിക്കുന്നു.
ആന്തരിക ജ്വലന എഞ്ചിനുകൾ പരസ്പരം കൈമാറുന്നതിൽ, സിലിണ്ടറിലെ ഇന്ധന-വായു മിശ്രിതത്തിൻ്റെ ജ്വലനത്തിൽ നിന്ന് ഉണ്ടാകുന്ന ശക്തികളുടെ പ്രക്ഷേപണവും പരിവർത്തനവും ഒരു പിസ്റ്റൺ ഗ്രൂപ്പും ഒരു ക്രാങ്ക് മെക്കാനിസവുമാണ് നടത്തുന്നത്.ഈ സിസ്റ്റങ്ങളുടെ പ്രധാന ഭാഗങ്ങളിൽ ഒരു പിസ്റ്റണും ഒരു ഹിഞ്ച് ജോയിൻ്റുള്ള ഒരു കണക്റ്റിംഗ് വടിയും ഉൾപ്പെടുന്നു, അതിനാൽ മുകളിലും താഴെയുമുള്ള ഡെഡ് സെൻ്ററുകൾക്കിടയിൽ (ടിഡിസി, ടിഡിസി) ആയിരിക്കുമ്പോൾ പിസ്റ്റൺ അക്ഷത്തിൽ നിന്ന് ബന്ധിപ്പിക്കുന്ന വടി അക്ഷം വ്യതിചലിപ്പിക്കാൻ കഴിയും.പിസ്റ്റണിൻ്റെയും ബന്ധിപ്പിക്കുന്ന വടിയുടെയും ഹിഞ്ച് കണക്ഷൻ ഒരു ലളിതമായ ഭാഗം ഉപയോഗിച്ച് നടപ്പിലാക്കുന്നു - ഒരു പിസ്റ്റൺ പിൻ.
പിസ്റ്റൺ പിൻ രണ്ട് പ്രധാന ജോലികൾ പരിഹരിക്കുന്നു:
● പിസ്റ്റണും ബന്ധിപ്പിക്കുന്ന വടിയും തമ്മിലുള്ള ഒരു ഹിംഗായി പ്രവർത്തിക്കുന്നു;
● എഞ്ചിൻ ആരംഭിക്കുമ്പോൾ ബന്ധിപ്പിക്കുന്ന വടിയിൽ നിന്ന് പിസ്റ്റണിലേക്കും എഞ്ചിൻ പ്രവർത്തിക്കുമ്പോൾ പിസ്റ്റണിൽ നിന്ന് ബന്ധിപ്പിക്കുന്ന വടിയിലേക്കും ശക്തികളുടെയും ടോർക്കുകളുടെയും കൈമാറ്റം നൽകുന്നു.
അതായത്, പിപി പിസ്റ്റണും കണക്റ്റിംഗ് വടിയും ഒരൊറ്റ സിസ്റ്റത്തിലേക്ക് (ക്രാങ്ക്ഷാഫ്റ്റും ഉൾപ്പെടുന്നു) ബന്ധിപ്പിക്കുക മാത്രമല്ല, പിസ്റ്റൺ ഗ്രൂപ്പിൻ്റെയും എഞ്ചിൻ ക്രാങ്ക് മെക്കാനിസത്തിൻ്റെയും ഏകോപിത പ്രവർത്തനം ഉറപ്പാക്കുകയും ചെയ്യുന്നു.അതിനാൽ, ഏതെങ്കിലും തകരാറുകൾ അല്ലെങ്കിൽ വിരൽ ധരിക്കുന്നത് മുഴുവൻ പവർ യൂണിറ്റിൻ്റെയും പ്രവർത്തനത്തെ പ്രതികൂലമായി ബാധിക്കുന്നു, വേഗത്തിലുള്ള അറ്റകുറ്റപ്പണി ആവശ്യമാണ്.എന്നാൽ പുതിയ പിസ്റ്റൺ പിന്നുകൾ വാങ്ങുന്നതിനുമുമ്പ്, അവയുടെ രൂപകൽപ്പനയും ചില സവിശേഷതകളും നിങ്ങൾ മനസ്സിലാക്കണം.
പിസ്റ്റൺ പിന്നുകളുടെ തരങ്ങൾ, ഉപകരണം, സവിശേഷതകൾ
നിലവിൽ ഉപയോഗിക്കുന്ന എല്ലാ പിസ്റ്റൺ പിന്നുകൾക്കും അടിസ്ഥാനപരമായി ഒരേ രൂപകൽപ്പനയുണ്ട്: പൊതുവേ, പിസ്റ്റൺ ബോസുകളിലും മുകളിലെ ബന്ധിപ്പിക്കുന്ന വടി തലയിലും സ്ഥാപിച്ചിരിക്കുന്ന താരതമ്യേന നേർത്ത മതിലുകളുള്ള പൊള്ളയായ സ്റ്റീൽ വടിയാണിത്.പിന്നിൻ്റെ അറ്റത്ത്, ചാംഫറുകൾ (ബാഹ്യവും ആന്തരികവും) നീക്കംചെയ്യുന്നു, ഇത് പിസ്റ്റണിലോ ബന്ധിപ്പിക്കുന്ന വടിയിലോ ഭാഗം എളുപ്പത്തിൽ ഇൻസ്റ്റാൾ ചെയ്യുന്നത് ഉറപ്പാക്കുന്നു, മാത്രമല്ല അവയുമായി ആകസ്മികമായ സമ്പർക്കമുണ്ടായാൽ മറ്റ് ഭാഗങ്ങൾക്ക് കേടുപാടുകൾ സംഭവിക്കുന്നത് തടയുകയും ചെയ്യുന്നു.
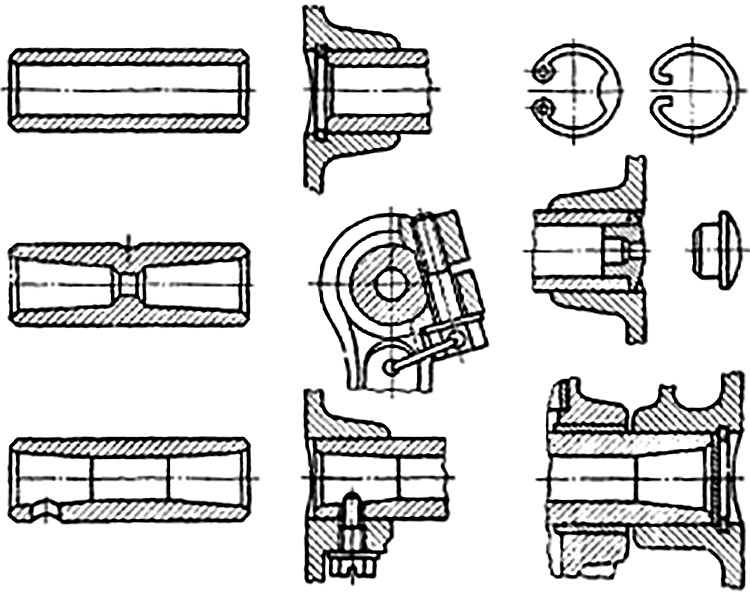
അതേസമയം, വിരലുകളിൽ വിവിധ സഹായ ഘടകങ്ങൾ ചെയ്യാൻ കഴിയും:
● അതിൻ്റെ ശക്തി നിലനിർത്തിക്കൊണ്ട് വിരൽ പ്രകാശിപ്പിക്കുന്നതിന് അകത്തെ ഭിത്തികൾ മധ്യത്തിൽ നിന്ന് പുറത്തേക്ക് ഒരു കോണിലേക്ക് കൊണ്ടുവരിക;
● വിരലിൻ്റെ മധ്യഭാഗത്ത് ആന്തരിക റിംഗ് ബെൽറ്റുകൾ കഠിനമാക്കും;
● പിസ്റ്റൺ ബോസിലെ പിൻ കർശനമായി ഉറപ്പിക്കുന്നതിനുള്ള ലാറ്ററൽ തിരശ്ചീന ദ്വാരങ്ങൾ.
പിസ്റ്റൺ പിന്നുകൾ മൃദുവായ ഘടനാപരമായ കാർബണും (15, 20, 45 ഉം മറ്റുള്ളവയും) ചില അലോയ്ഡ് (സാധാരണയായി ക്രോമിയം 20X, 40X, 45X, 20HNZA എന്നിവയും മറ്റുള്ളവയും) സ്റ്റീലുകളും കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്.55-62 എച്ച്ആർസിയുടെ കാഠിന്യം എത്തുന്നതുവരെ 1.5 മില്ലിമീറ്റർ ആഴത്തിൽ മൃദുവായ ഉരുക്ക് കൊണ്ട് നിർമ്മിച്ച ഭാഗങ്ങളുടെ പുറം ഉപരിതലവും ഒരു ചെറിയ ബെൽറ്റും കാർബറൈസ് ചെയ്യുകയും കെടുത്തുകയും ചെയ്യുന്നു (അകത്തെ പാളിക്ക് 22- പരിധിയിൽ കാഠിന്യം ഉണ്ട്. 30 HRC).ഇടത്തരം കാർബൺ സ്റ്റീലുകൾ കൊണ്ട് നിർമ്മിച്ച ഭാഗങ്ങൾ സാധാരണയായി ഉയർന്ന ആവൃത്തിയിലുള്ള വൈദ്യുതധാരകൾ ഉപയോഗിച്ച് കഠിനമാക്കും.ചൂട് ചികിത്സയ്ക്ക് ശേഷം, പിപിയുടെ പുറം ഉപരിതലം പൊടിക്കുന്നതിന് വിധേയമാണ്.ഭാഗത്തിൻ്റെ കാഠിന്യം ധരിക്കുന്നതിന് അതിൻ്റെ പുറം ഉപരിതലത്തിൻ്റെ ഉയർന്ന പ്രതിരോധം നൽകുന്നു, അതേസമയം മതിലിൻ്റെ ആന്തരിക പാളികളുടെ വിസ്കോസിറ്റി ഷോക്ക് ലോഡുകളും വൈബ്രേഷനുകളും നേരിടാനുള്ള വിരലിൻ്റെ കഴിവ് നിലനിർത്തുന്നു.ഉപരിതല ഗ്രൈൻഡിംഗ് അപകടകരമായ സമ്മർദ്ദങ്ങളുള്ള പ്രദേശങ്ങളെ ഇല്ലാതാക്കുന്നു, ഇത് എഞ്ചിൻ പ്രവർത്തന സമയത്ത് ഭാഗങ്ങൾ സ്കഫിംഗ്, കാഠിന്യം അല്ലെങ്കിൽ നാശത്തിലേക്ക് നയിച്ചേക്കാം.
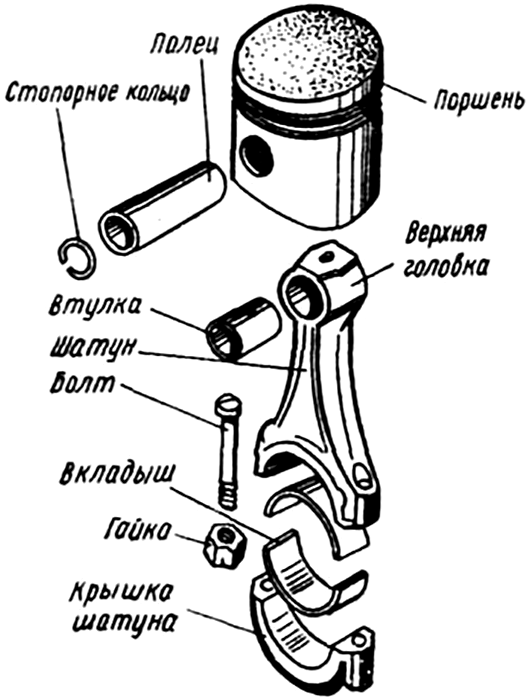
ബന്ധിപ്പിക്കുന്ന വടിയുള്ള സാധാരണ പിസ്റ്റൺ ഡിസൈൻ
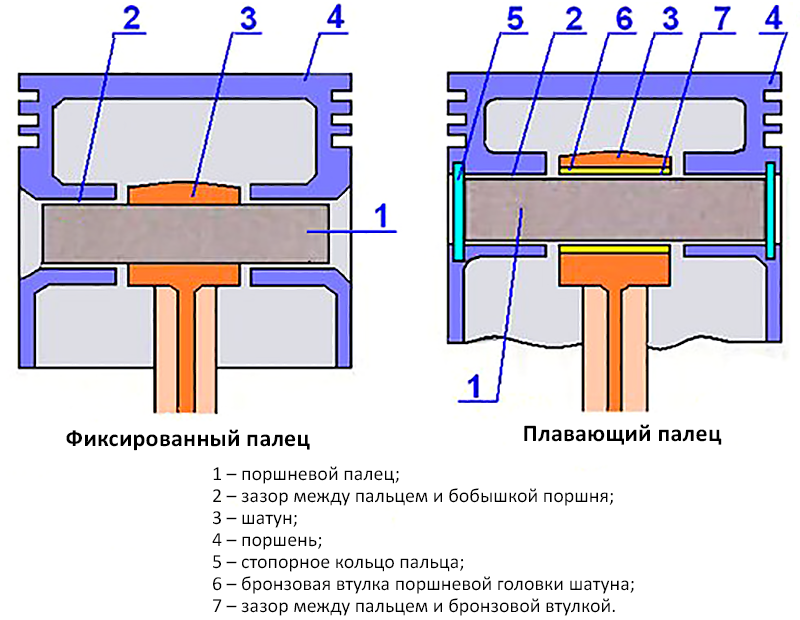
ഇതിനകം സൂചിപ്പിച്ചതുപോലെ, പിസ്റ്റൺ പിൻ പിസ്റ്റണിലും ബന്ധിപ്പിക്കുന്ന വടിയുടെ മുകളിലെ തലയിലും സ്ഥിതിചെയ്യുന്നു, ഈ ഭാഗങ്ങളെ ഒരു സിസ്റ്റത്തിലേക്ക് ബന്ധിപ്പിക്കുന്നു.ഈ ഭാഗത്തിനുള്ള പിസ്റ്റണിൽ തിരശ്ചീന ദ്വാരങ്ങളുള്ള രണ്ട് വിപുലീകരണങ്ങളുണ്ട് - മേലധികാരികൾ.പിസ്റ്റണും ബന്ധിപ്പിക്കുന്ന വടിയും തമ്മിലുള്ള ഹിംഗിനായി രണ്ട് ഡിസൈൻ ഓപ്ഷനുകൾ ഉണ്ട്:
● "ഫ്ലോട്ടിംഗ്" വിരൽ കൊണ്ട്;
● ഒരു വിരൽ കൊണ്ട് ബന്ധിപ്പിക്കുന്ന വടിയിൽ അമർത്തുക.
രണ്ടാമത്തെ സ്കീം ഏറ്റവും ലളിതമായി നടപ്പിലാക്കുന്നു: ഈ സാഹചര്യത്തിൽ, കണക്റ്റിംഗ് വടിയുടെ മുകളിലെ (ഒരു കഷണം) തലയിലേക്ക് പിപി അമർത്തിയിരിക്കുന്നു, ഇത് അതിൻ്റെ അച്ചുതണ്ട സ്ഥാനചലനം തടയുന്നു, കൂടാതെ പിസ്റ്റണിൻ്റെ മേലധികാരികളിൽ ഇത് ഒരു നിശ്ചിത വിടവോടെ സ്ഥിതിചെയ്യുന്നു. , എല്ലാ മോഡുകളിലും പവർ യൂണിറ്റിൻ്റെ പ്രവർത്തന സമയത്ത് പിപിയുമായി ബന്ധപ്പെട്ട പിസ്റ്റൺ തിരിയുന്നത് സാധ്യമാക്കുന്നു.കൂടാതെ, വിടവ് ഉരസുന്ന ഭാഗങ്ങളുടെ ലൂബ്രിക്കേഷൻ നൽകുന്നു (ചെറിയ വിടവ് കാരണം, വിരലും അതുമായി സമ്പർക്കം പുലർത്തുന്ന മേലധികാരികളുടെ ഉപരിതലവും എല്ലായ്പ്പോഴും അപര്യാപ്തമായ ലൂബ്രിക്കേഷൻ മോഡിൽ പ്രവർത്തിക്കുന്നു).ഈ സ്കീം ആഭ്യന്തര കാറുകളായ VAZ-2101, 2105, 2108 എന്നിവയിൽ ഉപയോഗിച്ചു, ഇത് വിദേശ ഉൽപാദനത്തിൻ്റെ ആധുനിക മോഡലുകളിൽ വ്യാപകമായി ഉപയോഗിക്കുന്നു.
"ഫ്ലോട്ടിംഗ്" ഫിംഗർ സ്കീം കൂടുതൽ സങ്കീർണ്ണമാണ്, കാരണം ഇതിന് നിരവധി സഹായ ഭാഗങ്ങളുണ്ട്.ഈ സ്കീമിൽ, രണ്ട് ഭാഗങ്ങളിലും ചെറിയ വിടവുള്ള പിപി ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ട് - പിസ്റ്റൺ ബോസുകളിലും മുകളിലെ ബന്ധിപ്പിക്കുന്ന വടി തലയിലും, ഇത് എഞ്ചിൻ പ്രവർത്തന സമയത്ത് അതിൻ്റെ സ്വതന്ത്ര ഭ്രമണം ഉറപ്പാക്കുന്നു.വിരലിൻ്റെ അച്ചുതണ്ട് സ്ഥാനചലനം തടയാൻ, സ്പ്രിംഗ് നിലനിർത്തൽ വളയങ്ങൾ ഉപയോഗിക്കുന്നു, മുതലാളിമാരുടെ ദ്വാരങ്ങളിൽ സ്ഥിതിചെയ്യുന്നു - അവ പിപിയുടെ സ്റ്റോപ്പുകളായി വർത്തിക്കുന്നു, അത് വീഴുന്നത് തടയുന്നു.വളയങ്ങൾ സ്പ്രിംഗ് വയർ ഉപയോഗിച്ച് വൃത്താകൃതിയിലുള്ള ക്രോസ്-സെക്ഷൻ ഉപയോഗിച്ച് നിർമ്മിക്കാം അല്ലെങ്കിൽ ഷീറ്റ് മെറ്റലിൽ നിന്ന് സ്റ്റാമ്പ് ചെയ്യാം.പിന്നീടുള്ള സന്ദർഭത്തിൽ, ഭാഗങ്ങൾക്ക് ഒരു ചതുരാകൃതിയിലുള്ള ക്രോസ്-സെക്ഷൻ ഉണ്ട്, കൂടാതെ ഉപകരണത്തിനുള്ള ദ്വാരങ്ങൾ രണ്ട് അറ്റത്തും ഇൻസ്റ്റാൾ ചെയ്യുന്നതിനും വളയങ്ങൾ നീക്കം ചെയ്യുന്നതിനും എളുപ്പമാണ്.
ചില സന്ദർഭങ്ങളിൽ, ലോക്കിംഗ് ഫംഗസ് അല്ലെങ്കിൽ പ്ലഗുകൾ ഉപയോഗിക്കുന്നു, അവ മൃദുവായ ലോഹം കൊണ്ടാണ് നിർമ്മിച്ചിരിക്കുന്നത്, അതിനാൽ സിലിണ്ടർ മിററുമായി സമ്പർക്കം പുലർത്തുമ്പോൾ അവ കേടുവരുത്തുന്നില്ല.രണ്ട്-സ്ട്രോക്ക് എഞ്ചിനുകളിൽ പ്ലഗുകൾ ഉപയോഗിക്കുന്നത്, അവയ്ക്കിടയിൽ അനാവശ്യമായ വാതക പ്രവാഹം തടയുന്ന ഒരു നിശ്ചിത ഇൻടേക്ക്, എക്സ്ഹോസ്റ്റ് വിൻഡോകൾ എന്നിവയോടുകൂടിയാണ്.ചിലപ്പോൾ ഇത് ബോസിൻ്റെ താഴത്തെ ഭാഗത്തേയ്ക്കും പിപിയുടെ അറ്റത്തുള്ള ദ്വാരത്തിലേക്കും സ്ക്രൂ ചെയ്ത ഒരു സ്ക്രൂ ഉപയോഗിച്ച് ഭാഗം ശരിയാക്കാൻ ഉപയോഗിക്കുന്നു.
ഫിക്സഡ്, ഫ്ലോട്ടിംഗ് പിസ്റ്റൺ പിന്നുകൾ
പിപി, അതിൻ്റെ ഇൻസ്റ്റാളേഷൻ്റെ രീതി പരിഗണിക്കാതെ, പിസ്റ്റണിൻ്റെ അച്ചുതണ്ടുമായി ബന്ധപ്പെട്ട് ഒരു സ്ഥാനചലനം ഉണ്ടാകാം, ഒന്നര അല്ലെങ്കിൽ അതിൽ കൂടുതൽ മില്ലിമീറ്ററിൽ എത്തുന്നു.ടിഡിസി, ടിഡിസി സമയത്ത് പിസ്റ്റൺ, പിപി, കണക്റ്റിംഗ് വടി തല എന്നിവയ്ക്ക് വിധേയമാകുന്ന ചലനാത്മക ലോഡുകൾ കുറയ്ക്കുന്നതിനാണ് ഈ സ്ഥാനചലനം ലക്ഷ്യമിടുന്നത്.ടിഡിസിയിലേക്കും ടിഡിസിയിലേക്കും നീങ്ങുന്ന പിസ്റ്റൺ സിലിണ്ടറിൻ്റെ ഒരു ഭിത്തിയിൽ അമർത്തിയിരിക്കുന്നു, ഇത് മേലധികാരികൾക്കുള്ളിലെ ദ്വാരങ്ങളുടെ ഒരു മതിലിന് നേരെ പിപി അമർത്തുന്നതിലേക്കും നയിക്കുന്നു.തൽഫലമായി, ഇണചേരൽ ഭാഗങ്ങളിൽ പിപി തിരിയുന്നത് ബുദ്ധിമുട്ടാക്കുന്ന ശക്തികളുണ്ട്, ടിഡിസിയും ടിഡിസിയും കടന്നുപോകുമ്പോൾ, തിരിവ് പെട്ടെന്ന് സംഭവിക്കാം - ഇത് ഒരു പ്രഹരത്തിലൂടെയാണ് സംഭവിക്കുന്നത്, ഇത് ഒരു സ്വഭാവഗുണത്താൽ പ്രകടമാണ്.ചില അച്ചുതണ്ട് സ്ഥാനചലനം ഉപയോഗിച്ച് പിസ്റ്റണിൽ പിപി ഇൻസ്റ്റാൾ ചെയ്തുകൊണ്ട് ഈ ഘടകങ്ങൾ കൃത്യമായി ഇല്ലാതാക്കുന്നു.
പിസ്റ്റൺ പിൻ എങ്ങനെ തിരഞ്ഞെടുത്ത് മാറ്റിസ്ഥാപിക്കാം
എഞ്ചിൻ്റെ പ്രവർത്തന സമയത്ത്, പ്രത്യേകിച്ച് ഇതര മോഡുകളിൽ, വിരലുകൾ കാര്യമായ ലോഡുകൾക്ക് വിധേയമാകുന്നു, അവ ക്ഷീണിക്കുകയും രൂപഭേദം വരുത്തുകയും മാറ്റിസ്ഥാപിക്കുകയും ചെയ്യും.വിരലുകൾ മാറ്റിസ്ഥാപിക്കേണ്ടതിൻ്റെ ആവശ്യകത കംപ്രഷൻ്റെ തകർച്ചയും എഞ്ചിൻ്റെ ചലനാത്മക സ്വഭാവസവിശേഷതകളിലെ കുറവും സൂചിപ്പിക്കുന്നു, ഇത് ഒരു സ്വഭാവഗുണത്താൽ പ്രകടമാണ്.
ഈ കേസിൽ പവർ യൂണിറ്റിൻ്റെ അറ്റകുറ്റപ്പണി വിരലുകൾ മാറ്റിസ്ഥാപിക്കുന്നതിലേക്ക് ചുരുക്കിയിരിക്കുന്നു, ചിലപ്പോൾ ഇണചേരൽ ഭാഗങ്ങൾ - "ഫ്ലോട്ടിംഗ്" പിപി, വളയങ്ങൾ എന്നിവയുള്ള സിസ്റ്റങ്ങളിൽ വടി തല ബുഷിംഗുകൾ ബന്ധിപ്പിക്കുന്നു.പുതിയ വിരലുകളുടെയും മറ്റ് ഭാഗങ്ങളുടെയും തിരഞ്ഞെടുപ്പ് റിപ്പയർ അളവുകൾ അനുസരിച്ച് നടത്തുന്നു.ഉദാഹരണത്തിന്, മിക്ക ഗാർഹിക എഞ്ചിനുകൾക്കും, മൂന്ന് റിപ്പയർ വലുപ്പങ്ങളുടെ ഭാഗങ്ങൾ വാഗ്ദാനം ചെയ്യുന്നു, 0.004 മില്ലീമീറ്ററിൽ വ്യത്യാസമുണ്ട് (ഉദാഹരണത്തിന്, VAZ എഞ്ചിനുകൾ പലപ്പോഴും 21.970-21.974 മിമി (ഒന്നാം വിഭാഗം), 21.974-21.978 മിമി (രണ്ടാം വിഭാഗം) വ്യാസമുള്ള പിന്നുകൾ ഉപയോഗിക്കുന്നു. കൂടാതെ 21.978-21.982 മില്ലിമീറ്റർ (മൂന്നാം വിഭാഗം)).വസ്ത്രധാരണവും തുടർന്നുള്ള വിരസതയും കാരണം ഇണചേരൽ ഭാഗങ്ങളിൽ ദ്വാരങ്ങളുടെ വ്യാസം വർദ്ധിക്കുന്നത് കണക്കിലെടുത്ത്, വ്യത്യസ്ത വ്യാസമുള്ള പിൻസ് തിരഞ്ഞെടുക്കുന്നത് ഇത് സാധ്യമാക്കുന്നു.ഒരേ അറ്റകുറ്റപ്പണി അളവുകൾക്കായി ബോറിംഗ് എല്ലായ്പ്പോഴും നടത്തുന്നു, കൂടാതെ ഭാഗങ്ങളുടെ വസ്ത്രങ്ങൾ നിർദ്ദിഷ്ട ശ്രേണികൾ കവിയുന്നുവെങ്കിൽ, അവ മാറ്റിസ്ഥാപിക്കേണ്ടതുണ്ട്.
ചട്ടം പോലെ, വിരലുകൾ സെറ്റുകളിൽ (2, 4 അല്ലെങ്കിൽ അതിൽ കൂടുതൽ കഷണങ്ങൾ) വിൽക്കുന്നു, ചിലപ്പോൾ വളയങ്ങളും മറ്റ് ഭാഗങ്ങളും നിലനിർത്തുന്നു.
വിവിധ തരത്തിലുള്ള പിസ്റ്റൺ പിന്നുകളും പിസ്റ്റണിൽ അവയുടെ ഫിക്സേഷൻ രീതികളും
"ഫ്ലോട്ടിംഗ്" പിൻസ് ഉപയോഗിച്ച് ഒരു പിസ്റ്റൺ ഗ്രൂപ്പ് നന്നാക്കുമ്പോൾ, പ്രത്യേക ഉപകരണങ്ങൾ ഉപയോഗിക്കേണ്ട ആവശ്യമില്ല - മേലധികാരികളിലെ ഭാഗങ്ങളുടെ ഇൻസ്റ്റാളേഷനും വടി തലയെ ബന്ധിപ്പിക്കുന്നതും കൈകൊണ്ട് പ്രയത്നിച്ചാണ് നടത്തുന്നത്.ബന്ധിപ്പിക്കുന്ന വടിയിൽ ഫിക്സേഷൻ ഉപയോഗിച്ച് വിരൽ മാറ്റുകയാണെങ്കിൽ, പിപി അമർത്തുന്നതിനും അമർത്തുന്നതിനും നിങ്ങൾ ഒരു പ്രത്യേക ഉപകരണം ഉപയോഗിക്കേണ്ടതുണ്ട് (ലളിതമായ സാഹചര്യത്തിൽ, ഇവ ബുഷിംഗുകളും വടികളും ആകാം, എന്നാൽ പ്രൊഫഷണലുകൾ ഒരു വൈസ് പോലെയുള്ള കൂടുതൽ സങ്കീർണ്ണമായ യന്ത്രവൽകൃത ഉപകരണങ്ങൾ ഉപയോഗിക്കുന്നു. ).
ചില സന്ദർഭങ്ങളിൽ, മുതലാളിമാരിൽ "ഫ്ലോട്ടിംഗ്" പിപിയുടെ ഇൻസ്റ്റാളേഷനും ഇടപെടൽ നടത്തുന്നു, ഇതിനായി പിസ്റ്റൺ വെള്ളത്തിലോ മറ്റ് ദ്രാവകത്തിലോ ഇൻസ്റ്റാൾ ചെയ്യുന്നതിനുമുമ്പ് 55-70 ° C വരെ ചൂടാക്കുന്നു.ഒരു അലുമിനിയം പിസ്റ്റൺ ഒരു സ്റ്റീൽ പിന്നിനേക്കാൾ വേഗത്തിൽ വികസിക്കുന്നു എന്നതാണ് വസ്തുത, അതിനാൽ ചൂടാക്കാത്ത എഞ്ചിനിൽ, ഭാഗങ്ങൾ തമ്മിലുള്ള വിടവ് വർദ്ധിക്കുകയും ഒരു മുട്ട് പ്രത്യക്ഷപ്പെടുകയും ചെയ്യുന്നു.ഇടപെടലിൽ പിപി ഇൻസ്റ്റാൾ ചെയ്യുമ്പോൾ, മോട്ടോർ ചൂടാകുമ്പോൾ മാത്രമേ വിടവ് ഉണ്ടാകൂ, ഇത് ഭാഗങ്ങളുടെ ആഘാതം തടയുകയും അതിനനുസരിച്ച് മുട്ടുകയും ചെയ്യുന്നു.
പിസ്റ്റൺ പിന്നുകൾ മാറ്റിസ്ഥാപിക്കുന്നതിനുള്ള ജോലിക്ക് എഞ്ചിൻ്റെ കാര്യമായ ഡിസ്അസംബ്ലിംഗ് ആവശ്യമാണെന്നത് ശ്രദ്ധിക്കേണ്ടതാണ്, അതിനാൽ ഉചിതമായ അനുഭവം അല്ലെങ്കിൽ പ്രൊഫഷണലുകളെ വിശ്വസിക്കുക.വിരലുകളുടെ ശരിയായ തിരഞ്ഞെടുപ്പും ശരിയായ അറ്റകുറ്റപ്പണിയും കൊണ്ട് മാത്രം, പിസ്റ്റൺ ഗ്രൂപ്പ് വിശ്വസനീയമായും കാര്യക്ഷമമായും പ്രവർത്തിക്കും, പവർ യൂണിറ്റിൻ്റെ ഉയർന്ന പ്രകടനം ഉറപ്പാക്കുന്നു.
പോസ്റ്റ് സമയം: ജൂലൈ-11-2023